|

|
|

| Ask the Experts | ||||||||||
|
||||||||||
|
October 20, 2022 - Updated September 11, 2013 - Originally Posted What Causes Component Rotation During Reflow?We are using a large 2 pin SMT inductor. During reflow soldering it rotates almost 30 degree. We have designed the footprint according to the manufacturer datasheet. Why is this component rotating during reflow? S.S. |
||||||||||
| Expert Panel Responses | ||||||||||
|
The reason behind the rotation is unbalanced wetting forces. As the paste begins to reflow, it wets one side of the inductor lead before the other. The surface tension of the solder then pulls the lead toward the edge of the pad on the wetted side. Whether you get rotation or an offset is dependent on whether opposite sides of the opposing leads wet first.Ifyou are seeing rotation in a consistent direction, then there is probably a thermal gradient that encourages wetting to take place on a specific side first. The "hot" side of the gradient is where the part will draw to. Reducing or eliminating this effect can be approached in several ways:
Process Engineer Astronautics Fritz's career in electronics manufacturing has included diverse engineering roles including PWB fabrication, thick film print & fire, SMT and wave/selective solder process engineering, and electronics materials development and marketing. Fritz's educational background is in mechanical engineering with an emphasis on materials science. Design of Experiments (DoE) techniques have been an area of independent study. Fritz has published over a dozen papers at various industry conferences.
The SMT pin inductors have the tendency to move while going through the reflow. This is caused by the large pad area and amount of paste that is applied to it. In solder liquid stage, the part will "float." This movement can be exacerbated by additional causes like vibration on the reflow oven chain/belt, the correct functionality of the air blowers, the orientation of the board/component going through the tunnel. On the other hand, you can alleviate this problem by adding SMT adhesive prior to pick and place - this will add cost to you production process though (material and time).
Engineering and Operations Management Independent Consultant Georgian Simion is an independent consultant with 20+ years in electronics manufacturing engineering and operations.
Contact me at georgiansimion@yahoo.com. This is likely caused by an uneven rate of heating; one pin(pad) is melting the solder a little faster than the other. You can find out which one by using a thermal profiler and measuring the temperature as the board solders. The uneven rate of heating is likely caused by the thermal characteristics of the large inductor. Don't be fooled. The thermal conductivity of the inductor can work both ways, taking heat from the solderpad or pushing heat into the solder pad. Heat may flow faster through the inductor because it is made from good thermal conductors, carrying heat from the source (the reflow oven's hot air) to the solder pad. It may not be able to carry the heat evenly to the two pins due to its construction. Now you cannot speed up the heating rate of pad that is heating too fast, however, it is simple to even it out. Once you have identified which pad is heating faster with the thermal profiler, you can add a small thermal insulator to the faster heating side of the inductor to "shadow" that side of the inductor from the heat source. This insulator can be a small piece of blank circuit board material to start. In time you may want to machine a specific shape insulators to custom fit the inductor on the side that heats faster; are usable "solder fixture" as it is being soldered. Too much insulation, and the problem will reverse itself,slowing down the rate too much on the one side. Use of the thermal profiler will be an essential tool for balancing the rate of heating between the two pins. Another approach is to add a thermally conductive fixture that captures and spreads the heat from the oven more evenly across the inductor. Such a fixture would fit over the inductor and be made from aluminum, like a heat sink in reverse; a heat "antenna," so to speak. A final suggestion is to just fixture the thing so it cannot move. Brute force, but is would surely stop the movement both mechanically and thermally.
Senior Project Engineer Electronic Controls Design Inc Paul been with Electronic Controls Design Inc. (ECD) in Milwaukie, Oregon for over 39 years as a Senior Project Engineer. He has seen and worked with the electronic manufacturing industry from many points of view, including: technician, engineer, manufacture, and customer. His focus has been the design and application of measurement tools used to improve manufacturing thermal processes and well as moisture sensitive component storage solutions.
Rotation during reflow occurs due to two main factors. One is the wetting forces pulling on initially the most solderable areas and the other is out-gassing of solder paste constituents during melting. If one pin sees a reflow melting temperature sooner than the other pin, it will tend to till or move in the direction where soldering forces have begun. Away to prevent movement is to insure there is no temperature differences between the two pins. I also would check to see if a slightly higher preheat could help remove solvents which could also contribute to the movement. Applying sufficient solder paste and insuring good accurate placement is also critical.
Senior Market Development Engineer Kester Mr. Biocca was a chemist with many years experience in soldering technologies. He presented around the world in matters relating to process optimization and assembly. He was the author of many technical papers delivered globally. Mr. Biocca was a respected mentor in the electronics industry. He passed away in November, 2014.
The answer to this question could come from everywhere and I'm sure the answers provided here will be varied as well. The first thing I thought about when reading the question is the metallurgy of the solder coating on the board and component and the mass of metal in the board where the pads were located. I state this due to the fact that the solder will flow to the heat, so if there is excess thermal conductivity tied to the pad, the component will twist towards that heat source. Therefore I would check the layout of the board and see if there are any vias in the pads or something like that which would get hotter as the board goes through the reflow oven.
Vice President, Technical Director EPTAC Corporation At EPTAC Corporation, Mr. Lambert oversees content of course offerings, IPC Certification programs and provides customers with expert consultation in electronics manufacturing, including RoHS/WEEE and lead free issues. Leo is also the IPC General Chairman for the Assembly/Joining Process Committee.
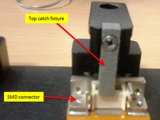
Generally such part needs 8-10 mil paste thickness to get good solderability, for same you may need to explore step-up stencil but this will not avoid rotation. To avoid rotation you may need to work out to design Top catch fixture to hold part on desired position while inside reflow as in pic.
Supplier Quality Leader Ge Healthcare Subrat has 10 year of extensive experience in PCB assembly process optimizing for quality, process includes screen printing, wave, reflow. He has a copyright in stencil design published in Apex Expo2010 at Las Vegas US.
Component skewing is the result of unbalanced surface tension of the molten solder acting on the component. There are multiple potential causes including, but not limited to:
In the case of skewing, the component rides on the surface tension of the molten solder and allows the component to float, once the solder is frozen the component is fixed in this position.The most common cause is the solderability of the component. You may be able to make profile adjustments to compensate for wetting issue, but addressing the solderability would be the long term mitigation approach.You can try an alternate lot/manufacturer of the inductor to see if the issue resolves, if not, check your paste volume. Too much paste will lift the component and allow for skewing and of course, check you placement accuracy.
Director of Product Management AIM Timothy O'Neill is the Director of Product Management for AIM Solder. AIM Solder is a leading global manufacturer of assembly materials for the electronics industry. Mr. O’Neill has 25 years of industry experience is a Certified IPC Specialist.
Mr. O’Neill’s responsibilities include developing product and technical information; he is a technical writer and presenter for industry trade publications and events and has been recognized as a Speaker of Distinction by the SMTA. Sorry, guys, wrong again. The reason the 2-pin inductors rotate during reflow is due to their physical properties, but nothing to do with dimensions or applied wetting forces. Ferrite core SMT inductors such as this one http://cpc.farnell.com/1/1/90803-inductor-smd-75z-blm41pg750sn1l-murata.html are somewhat magnetized during testing at the component level. During reflow, magnetic fields inside the oven can cause these components to rotate, just as a pin will when you put it on a piece of paper and float it on top of water. The earth's magnetic field alone can cause the ferrite core to want to point north, but inside the reflow oven there are often very powerful magnetic fields that can affect the component alignment the same way. This is why the 2-pin inductors are often the only parts that this happens to; you can have the same package size chip capacitors and resistors on the same boards, but they will solder up in perfect alignment. The solution is to keep the pad size nearly the same as the end cap terminations as far as width, and only a little longer than the part to provide fillets on the ends. This limits the amount of rotation.
Advanced Engineer/Scientist General Dynamics Richard D. Stadem is an advanced engineer/scientist for General Dynamics and is also a consulting engineer for other companies. He has 38 years of engineering experience having worked for Honeywell, ADC, Pemstar (now Benchmark), Analog Technologies, and General Dynamics.
Reader Comment
Try adding SMT adhesive to the component side to hold the device in place. I have done this in the past where manipulating the wetting forces has not been affective.
Paul Dickerson, Matric, USA
Reader Comment
Wetting forces are causing the rotation. While Richard's point is a good one, and I don't dispute as a real force being experienced by the part, it is much weaker than the wetting forces. If fan motors and such were closer to the parts I would concede his assertion.
Robb Spoerri, USA
The way that I would approach this is via profile tweaks first, to try to bring both sides into reflow at the same time, and then by pad design next, narrowing the pad in both width and length to minimize the tendency for solder to pull part out of square. You might also print and load these parts on a solder sample and bring to reflow temp on a hotplate for direct observation. You could then also test the magnetic field theory by simulating this by bringing a permanent or electromagnet in closer proximity to the part while solder is in liquidus. Reader Comment
What about unmatched thermal properties of the PCB copper on the 2 pads?
Gary Myers, Priority Designs
It depends on exactly which 2-pin inductor package is being discussed. If it is a standard SMT inductor like https://www.mouser.com/ds/2/400/nductor_automotive_decoupling_klz1608-hr_en-1108665.pdf what would cause each to rotate 30 degrees if both ends were placed in paste and reflowed to begin with?
Advanced Engineer/Scientist General Dynamics Richard D. Stadem is an advanced engineer/scientist for General Dynamics and is also a consulting engineer for other companies. He has 38 years of engineering experience having worked for Honeywell, ADC, Pemstar (now Benchmark), Analog Technologies, and General Dynamics.
Reader Comment
Pad geometries can and will impact motion, but changing them can be a challenge; especially if you're not the OEM. You didn't mention what alloy you're using. I've found that the eutectic nature of Sn/Pb solder lends itself to motion.
Rich Silvano, ARS Products, Inc.
You may have noticed that Sn/Pb product would self-correct during reflow, while SAC305 was less inclined to move. If you're using a eutectic alloy, consider a doped version i.e. 0.4% Ag or a mixture of 63/37 & 62/37/2 (Anti-Tombstoning Paste). |
||||||||||
| Submit A Comment | ||||||||||
|
Comments are reviewed prior to posting. You must include your full name to have your comments posted. We will not post your email address. |







|
Free Newsletter Subscription
Circuitnet is built for professionals who bear the responsibility of looking ahead, imagining the future, and preparing for it. Insert Your Email Address |
|

|